





電 話:13901575780
0512-52428686
聯(lián)系人:查總
電 話:13913639797
0512-52422071
地 址:江蘇省常熟市尚湖鎮(zhèn)練塘
滬宜公路59號
-
 2022-09-16
2022-09-16
硬質(zhì)合金有幾種,其主要性能和用途是什么
目前常用于切削加工的硬質(zhì)合金都是以WC(碳化鎢)為基體,主要有如下三類:(1)鎢鈷類硬質(zhì)合金(WC-Co),代號為YG。鎢鈷類硬質(zhì)合金的硬質(zhì)材料是WC
-
 2022-08-28
2022-08-28
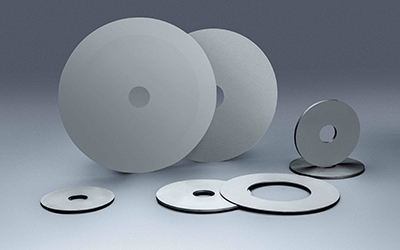
分切圓刀片的工藝改進(jìn)是什么呢
分切圓刀片的動態(tài)平衡非常有助于提高刀片的安全性,因為圓形刀片的不平衡量將在主軸系統(tǒng)上產(chǎn)生額外的徑向載荷,并且其尺寸與方形的正方形成比例,轉(zhuǎn)速。 圓形刀片的夾緊方法,圓形刀片的夾緊方法不允許一般摩擦夾緊,刀片帶中心孔,螺釘夾緊方法,或特殊設(shè)計的圓形刀片結(jié)構(gòu),以避免刀片甩飛刀座,刀片的夾緊力方向與離心力方向相同。應(yīng)該一起控制螺釘?shù)念A(yù)緊力
-
20 08月 2022

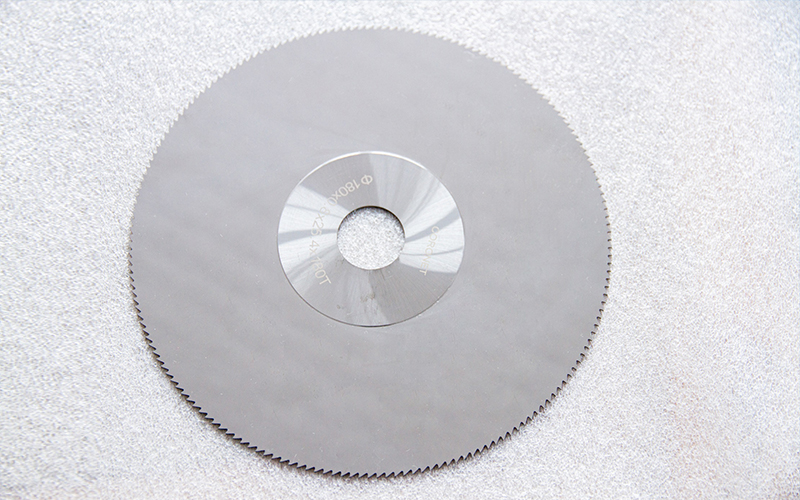
在切削和修邊時,圓刀片需要避免哪些問題的發(fā)生
圓刀整體的形狀成圓形,圓刀片廣泛應(yīng)用于機(jī)械設(shè)備上,主要是用于切割,修邊等加工用途。圓刀片中間通常是具有孔的,主要是能夠使其固定在機(jī)械設(shè)備上,從而達(dá)到切割和修邊的功能。其中也有很多款圓刀片刀口是齒狀(平齒、尖齒、不規(guī)則齒狀),刀口開刃有雙面、單面、不開刃三種
-
13 08月 2022

刀具修磨的注意要點
由于刀具應(yīng)用的復(fù)雜性,磨削中心需要根據(jù)被刀具修磨的失效形式及時調(diào)整磨削方案,跟蹤刀具的使用效果。一個工具打磨中心一定要不斷總結(jié)經(jīng)驗,才能把工具打磨得更好!這里從刀具材料、磨削設(shè)備、檢測設(shè)備等硬件、磨削標(biāo)準(zhǔn)、磨削力學(xué)等角度提出了刀具修磨中不可忽視的幾個問題。
-
06 08月 2022
硬質(zhì)合金刀具數(shù)控加工對刀具的特殊要求
硬質(zhì)合金刀具數(shù)控加工對刀具的特殊要求:為了提高數(shù)控機(jī)床的使用效率,數(shù)控加工對刀具有著更高、更嚴(yán)格的要求。一、足夠的強(qiáng)度與剛度現(xiàn)代數(shù)控機(jī)床具有高速、 大動力、高剛度的性能,這就要求刀具具備高速切削與強(qiáng)力切削的性能,滿足粗、精加工的要求
-
30 07月 2022

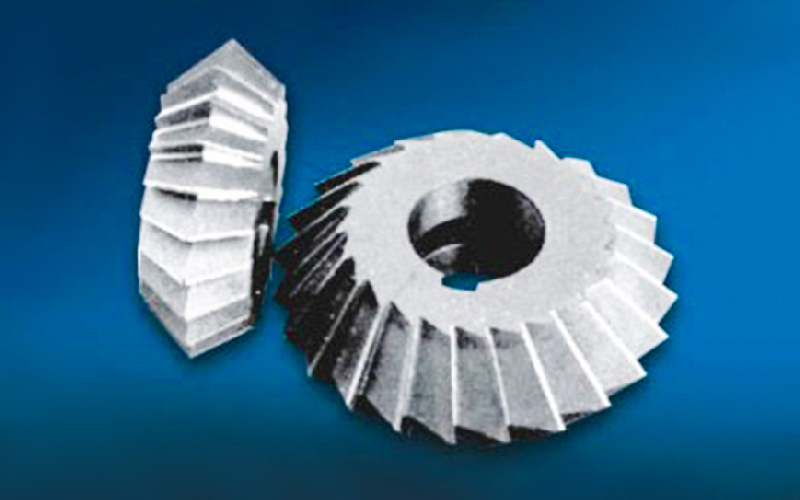
非標(biāo)刀具結(jié)構(gòu)有什么特點
隨著工業(yè)科技的發(fā)展,非標(biāo)刀具的使用范圍不斷地擴(kuò)大,非標(biāo)刀具在使用時,刀具無需調(diào)整,操作簡單,加工安全;可實現(xiàn)粗鉆,擴(kuò)和孔加工一體。非標(biāo)刀具是指適用于對零件進(jìn)行完全切削或部分切削的刀具,是基于已經(jīng)得到驗證的標(biāo)準(zhǔn)概念,它可能是配有多個標(biāo)準(zhǔn)刀片的刀柄